![]()
![]()
一、裝夾問題
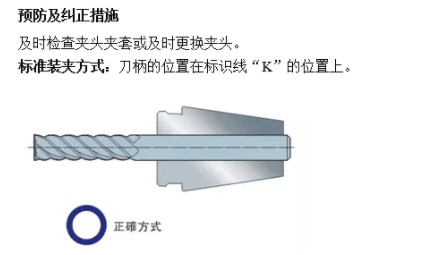
1、刀柄裝夾過深

如左圖箭頭所示位置,裝夾已超過標(biāo)識(shí)線K的位置,已到柄部與弧位交接 位置這樣裝夾為過深。
刀具裝夾過深對(duì)刀具的使用影響。
a)刀具容易產(chǎn)生排屑困難;
b)容易產(chǎn)生因排屑不出而導(dǎo)致刀具阻力增大及重復(fù)摩擦加溫,造成斷刀現(xiàn)象。
c)容易引起刀具偏擺振動(dòng),輕則造成工件形態(tài)尺寸變大,重則出現(xiàn)斷刀現(xiàn)象。
d)由于刀具偏擺,動(dòng)平衡差,而導(dǎo)致工件出現(xiàn)易爆邊或起線的現(xiàn)象。
2、裝夾過淺

如左圖,箭頭所示位置,裝夾位置距標(biāo)識(shí)線“K”太遠(yuǎn),更甚的個(gè)別只夾在刀柄的中間位置或三分之一位置上,這樣裝夾為過淺。
裝夾過淺的影響:
a)過淺時(shí)刀具容易產(chǎn)生偏擺和抖動(dòng)現(xiàn)象;
b)對(duì)加工的工件形位尺寸偏差過大:
c)由于刀具產(chǎn)生偏擺振動(dòng),出現(xiàn)偏擺脫離物理現(xiàn)象,同心度偏離,這樣會(huì)造成刀具在高速切削時(shí),產(chǎn)生同心偏擺,而造成刀具輕則崩尖,重則斷刀現(xiàn)象;
d)由于刀具偏擺,動(dòng)平衡差,而導(dǎo)致加工工件出現(xiàn)爆邊或起線的現(xiàn)象。
3、 柄部夾足點(diǎn)不均勻,夾痕嚴(yán)重,出現(xiàn)滑移現(xiàn)象

如上圖(1、2)所示,均與夾頭精度有關(guān)系:
刀柄整個(gè)圓周夾持位置上,夾痕深淺不一,再有就是夾痕比較嚴(yán)重的現(xiàn)象。
出現(xiàn)夾足點(diǎn)不均勻因素有:
a)夾頭精度差,有磨損不圓,內(nèi)孔有錐度等現(xiàn)象造成:
b)裝夾刀具時(shí), 夾頭夾套里面有不干凈的東西,沒有吹干凈造成的。
c)夾痕嚴(yán)重與上述的a、b兩點(diǎn)也有直接關(guān)系。柄部夾足點(diǎn)不均勻?qū)Φ毒咭鸬挠绊?
a)容易產(chǎn)生刀具偏擺,動(dòng)平衡差;
b)有這樣的現(xiàn)象會(huì)導(dǎo)致刀具柄部不能提供足夠的夾持力,而造成刀具飛脫、振動(dòng),甚至出現(xiàn)扭斷刀柄的現(xiàn)象:
c)容易引起刀具在高速切削時(shí),產(chǎn)生刀具偏擺振動(dòng),造成產(chǎn)品工件形位尺寸變大,工件形態(tài)失真,更其的容易出現(xiàn)爆邊或起線,更嚴(yán)重的出現(xiàn)刃口崩角或斷刀現(xiàn)象。
4、夾頭、夾套里面的雜物、粉塵

如圖所示:
夾頭、夾套里面積滿粉塵
影響:
1、夾頭精度,無法提供足夠的夾持力。
2、刀具夾偏,容易斷刀。
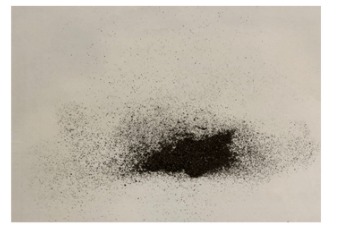
實(shí)例,如左圖所示:
下面圖片是三刃開料刀(T007)
6X22開E0級(jí)刨花板,在爽頭內(nèi)收集到的砂粒,可想而知我們的刀工作r面對(duì)的惡劣情況,因此客戶在每次加工寫成-張板后,必需清潔夾頭,而且必須澈底。
二、關(guān)于板材的裝夾
1、板材裝夾不牢固

如左圖所示:
出現(xiàn)這種現(xiàn)象的原因:
a)板材本身有彎曲不平的現(xiàn)象 ;
b) 幾塊板材疊加起來;
C)加工機(jī)臺(tái)底板不平整,
d)設(shè)備精度差 。例如:還是使用鑼釘或弓字夾裝夾的模式等,另外,如:手動(dòng)鑼機(jī),吊鑼等。
出現(xiàn)此現(xiàn)象對(duì)刀具產(chǎn)生影響:
a)有板材裝夾不牢固有松動(dòng), 使刀具在加工時(shí)產(chǎn)生振動(dòng),在不斷的抖動(dòng)情況下,使
b)刀具輕則出現(xiàn)崩尖,崩刃,重則出現(xiàn)斷刀現(xiàn)象:
C)容易引起工件表面易爆邊,工件起線等現(xiàn)象;
d加工細(xì)工件形態(tài)時(shí), 由于板材松動(dòng),工件抖動(dòng)更嚴(yán)重,因此,極容易引起崩角、崩刀、斷刀等現(xiàn)象。
2、兩張板材疊加起來加工
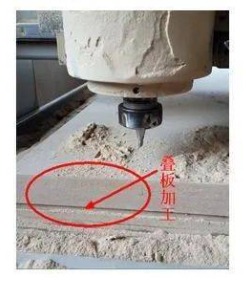
板材疊加起來加工
會(huì)容易引起板材裝夾不牢固,特別是有彎曲不平的的板材更加嚴(yán)重,因此,刀具在切削時(shí)來自板材不規(guī)則的抖動(dòng)及振動(dòng),極容易引起刀刃崩角、崩刃,更甚是斷刀的現(xiàn)象。
3、不及時(shí)清理底板

如圖
機(jī)臺(tái)上的底板已經(jīng)很“花”了。客戶沒有及時(shí)清理
或更換底板。令到所加工的板材吸附不穩(wěn)固,而影
響刀具使用壽命及工件尺寸,質(zhì)量等。
三、機(jī)臺(tái)參數(shù)設(shè)置
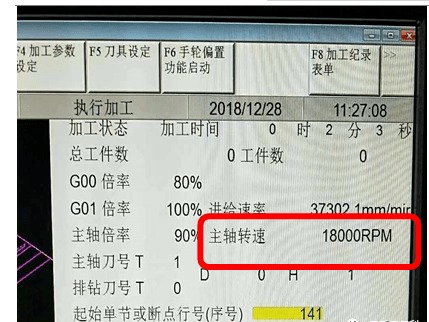
上圖-不合理的使用方式:
◆主軸轉(zhuǎn)速1.8萬轉(zhuǎn); 進(jìn)給速度達(dá)到37米分
客戶使用傳統(tǒng)焊接式直刀1/2X 8mm
上圖刀具斷裂,主要原因:進(jìn)給速度太快!
拉槽、開孔、鉆孔、開料時(shí)轉(zhuǎn)彎、直線開料等等,均是不同的轉(zhuǎn)速及進(jìn)級(jí)速度。
鉆通孔時(shí)--轉(zhuǎn)速18000轉(zhuǎn),進(jìn)級(jí)8米,
直線-料----可開到12米(刃徑8mm)。若是轉(zhuǎn)速23000轉(zhuǎn)進(jìn)級(jí)可以去到18米,但只能是直線開料切割。
轉(zhuǎn)彎開料- -要考慮裝夾系統(tǒng)的吸附力,若吸附力足夠情況下可以去到10 米,故此在操作時(shí)操作者必須自己摸索,才能真正把他的工作做好。
若是對(duì)工件要求高的,板材的濕度、硬度、三聚氰胺的厚度均的考慮范圍。
四、合理選擇刀具刃長(zhǎng)
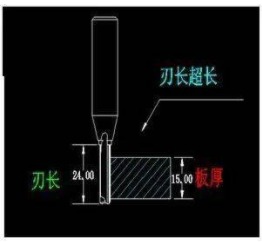
如圖
板厚為15mm,刃口長(zhǎng)度為24mm, 這現(xiàn)象為刃長(zhǎng)過長(zhǎng),由于刃口過長(zhǎng)容易使刀具產(chǎn)生抖動(dòng),刀具在加工時(shí)產(chǎn)生不規(guī)則的抖動(dòng)現(xiàn)象,易出現(xiàn)斷刀的現(xiàn)象。
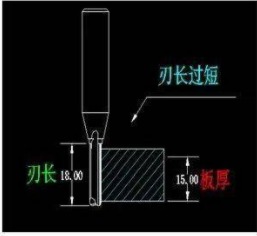
如圖
板厚為15mm,刃口長(zhǎng)度為18mm,這現(xiàn)象為口過短。由于刃口過短,排屑空間不足,導(dǎo)致刀具切削阻力增加,同時(shí)會(huì)產(chǎn)生木屑重復(fù)加溫摩擦,這樣也容易引起斷刀的現(xiàn)象。
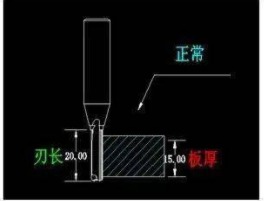
如圖
板厚為15mm,刃口長(zhǎng)度為20mm,這樣比較合理。這樣減少刀具抖動(dòng),有利于排屑和切削,也因此減少了斷刀的風(fēng)險(xiǎn)。